- Så vidt muligt at etablere procesventilation med procesudsugning der, hvor luftforureningen bliver udviklet - det vil sige punktudsugning.
- at placere indblæsning og udsugning hensigtsmæssigt i forhold til aktiviteterne, så indblæsning går fra de rene områder til de mindre rene områder, hvor I skal placere udsugningen.
- at tilføre frisk erstatningsluft af passende temperatur.
- at placere luftindtag og afkast, så der er mindst mulig risiko for at tilbageføre forurenet luft.
- at indrette jeres procesventilation, så den nedbringer luftforureningen effektivt og også væsentligt under gældende grænseværdier, hvis det er muligt.
- at anvende lavtrykssug, hvis I skal flytte store luftmængder, fx ved svejsning.
- at supplere med rumventilation, hvis procesudsuget ikke kan nedbringe forureningen tilstrækkeligt.
- at forsyne procesudsug og rumudsug, der fjerner forurenet luft, med kontrolanordning, der giver signal ved fald i mængden af udsuget luft til et utilstrækkeligt niveau.
- at være opmærksomme på, om afkastningsluft fra udsugningen skal filtreres og eventuelt opsamles m.v. inden afkast til det fri efter regler i miljølovgivningen.
Ventilation på arbejdspladsen
Ventilation er et vigtigt element til at sikre et godt og behageligt indeklima og til at fjerne luftforurening fra arbejdsprocesser.
Ventilation er et vigtigt tiltag, når det handler om at skabe et sundt og behageligt indeklima. God luftkvalitet har positiv indflydelse på medarbejdernes sygefravær, produktivitet og trivsel. Ved arbejdsprocesser, der frigiver farlig kemi til luften, er det afgørende for medarbejdernes sundhed, at forureninger fjernes fra arbejdsluften.
Vigtige overvejelser, når I indretter eller ombygger arbejdspladsen
Indeklimaet skal tages i betragtning ved indretning af arbejdspladsen, planlægning af nybyggeri, ved ombygning og renovering.
Luften i arbejdsrum kan fx forurenes med afgasning og støv fra byggematerialer, inventar og arbejdsprocesser, lugt, kuldioxid og sved fra mennesker, tobaksrøg samt fugt og varme. Det kan også være de ting, der er i arbejdsrummet og de aktiviteter, der foregår:
- Elektronik fx printere.
- Inventar fx møbler og tæpper.
- Byggematerialer.
- Manglende rengøring kan give støv i luften.
- Affald.
Bygninger og rum skal placeres og indrettes, så eventuelle unødige påvirkninger, gener og farer undgås. Fx skal udvikling af støv eller anden luftforurening, ildelugt, stråling og høje temperaturforhold fra arbejdsprocesserne undgås.
For at få et behageligt og sundt indeklima er det nødvendigt, at den forurenede luft udskiftes med frisk luft. Der skal derfor være et luftskifte, som sikrer en tilfredsstillende luftkvalitet. Luftskiftet er det antal gange, som lokalets luft udskiftes pr. time. Luftskiftet kan ske ved naturlig eller mekanisk ventilation. Det vil sige, at arbejdsrum skal dimensioneres, så de nødvendige tekniske foranstaltninger kan etableres, fx indkapsling, ventilationsanlæg o.l.
Hvor stort og ofte luftskiftet skal være afhænger af, hvor meget der forurenes, og hvad der er årsag til det. For at beregne, hvor ofte og stort luftskiftet skal være, skal den forurening, der belaster lokalet, identificeres. Derefter kan det beregnes, hvor ofte det er nødvendigt at skifte luften. Ventilationen på arbejdspladsen skal tilpasses de aktiviteter, der foregår.
Symptomer på dårligt indeklima
Dårligt indeklima kan give gener, symptomer og sygdom, som spænder fra irritation af øjne og slimhinder, kvalme, svimmelhed, hovedpine og unaturlig træthed til uspecifikke overfølsomhedsreaktioner.
Problemerne kan variere fra lette gener til så svære symptomer hos den enkelte medarbejder, at vedkommende kan være nødsaget til at opsige sin stilling.
Rumventilation
I arbejdslokaler uden særligt forurenende arbejdsprocesser, som fx kontorer med få personer og lagerlokaler, kan det være tilstrækkeligt med naturlig ventilation, det vil sige ved at åbne vinduer eller døre efter behov. Naturlig ventilation er sjældent tilstrækkeligt til at sikre tilførsel af tilstrækkelig frisk luft af passende temperatur og fugtighed og uden generende træk.
Arbejdsrummet skal have tilstrækkelig tilførsel af frisk luft uden træk, der kan genere medarbejderne. Når der ikke kan opnås tilstrækkelig luftfornyelse ved naturlig ventilation, skal der indrettes mekanisk ventilation, der tilfører tilstrækkelig frisk luft af passende temperatur og fugtighed. Mekanisk ventilation kaldes også rumventilation.
Rumventilation er en god løsning, når forureningskilderne er mange og spredte eller, hvis det ikke er muligt at skabe tilstrækkelig udluftning ved at åbne vinduer.
Mekanisk ventilation kan hjælpe på luftkvaliteten fx i daginstitutioner, kontorer med meget elektronisk udstyr, på værksteder og lignende, hvor forureningskilderne er små og mange. Effektiv ventilation kan også fjerne bakterier og virus, der svæver i luften, og god ventilation vil derfor kunne medvirke til at reducere smitte.
EKSEMPEL
Når der er mange personer i et lokale
Mennesket ændrer sammensætningen af den omgivende luft ved at forbruge ilt og afgive kuldioxid, sved, varme m.m. Derfor afhænger behovet for luftskift i et lokale blandt andet af antallet af personer i lokalet. I nogle tilfælde vil mekanisk ventilation være nødvendig.
Hvis personerne i lokalet er den største forureningskilde, måles luftens indhold af kuldioxid (CO2), som ikke bør være større end 0,1 %. Hvis luftens indhold overstiger 0,2 % CO2 i mere end korte perioder af en dag, er luftskiftet utilstrækkeligt.
Grænsen på 0,2 % CO2 overskrides normalt kun i meget tætte bygninger, hvor der er mange personer som fx børneinstitutioner og skoler. I børneinstitutioner bør der være en ventilation, der udskifter luften mindst to gange i timen. Det er et krav i bygningsreglementet, at luften skal udskiftes ca. tre gange i timen i børneinstitutioner, der er opført, væsentligt ombygget eller, hvor anvendelsen er væsentligt ændret efter 1995. Bygningsreglementets regler er minimumskrav. Det gælder også reglerne om ventilation.
Undgå træk
Luften skal være komfortabel. Oplevelsen af træk skyldes en lokal afkøling af kroppen. Afkølingen kan skyldes luftstrømme. Nakke og ankler er normalt mest følsomme. Træk fremkaldt af ventilation skyldes en kombination af kold luft og luftens hastighed.
Procesventilation
Hvis jeres kemiske risikovurdering viser, at I har arbejdsprocesser, der udvikler luftforurening, skal I så vidt muligt fjerne forureningen, der hvor den udvikles, fx ved procesventilation.
I skal også fjerne luftforurening i form af ildelugt eller anden generende luftforurening.
I har mulighed for at føre den rensede luft fra udsugningsanlægget tilbage til arbejdsrummet eller andre lokaler, når I opfylder en række betingelser, og det er forsvarligt. Det kaldes recirkulation.
Eksempler på situationer hvor forureningen skal fjernes ved kilden, fx ved procesventilation:
- Madlavning i restaurationskøkkener.
- Svejsning (se Figur 1).
- Lodning.
- Kemikalieskabe.
- Boring, slibning, pudsning, skæring af sten og beton eller lignende (se Figur 2).
- Påsætning af negle med fx akrylater.
- Flammeskæring.
Eksempler på udformning af procesventilation
Eksempel på udformning af en punktudsugning fra en indkapslet proces, se figur 1.
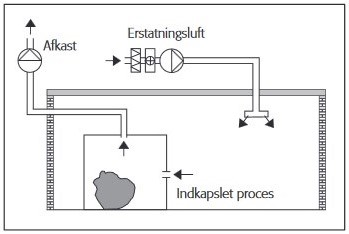
Figur 1 - Eksempel på udsugning fra en indkapslet proces.
Eksempler på udsugning, der fjerner forureningen på det sted, hvor den udvikles, er vist i figur 2 og 3.
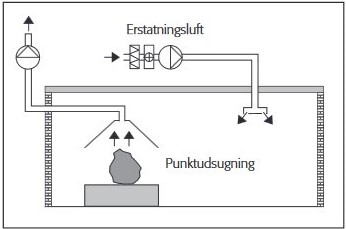
Figur 2 - Eksempel på udsugning, der fjerner forureningen på det sted, hvor den udvikles.
Figur 3 - Eksempel på udsugning, der fjerner forureningen på det sted, hvor den udvikles.
Eksempel, der viser, hvordan indblæsning kan styre forureningen mod udsugningen. Se figur 4.
Figur 4 - Eksempel på indblæsning, der er brugt til at "styre" forureningen hen mod en udsugning.
Ved varme forureningskilder skal I normalt placere udsugningsåbningen over kilden, så den udnytter den opadstigende luftstrøm.
Ventilation ved svejsning og skæring
Når medarbejderne svejser og skærer, skal svejse- og skærepladsen være velventileret. Den samlede luftforurening - såvel på arbejdspladsen som på andre arbejdspladser i nærheden - skal være så lav som muligt. Der skal også være fokus på at holde koncentrationen af forurenende stoffer i indåndingsluften så lav som muligt.
Det kan arbejdsgiveren gøre ved at installere procesudsugning:
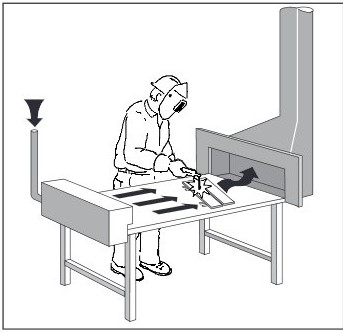
- Enten som punktudsugning med flytbare sugehoveder, så røgen fjernes så tæt på udviklingsstedet som muligt, se eksempler på figur 5.
- Eller som lokaludsugning ved at benytte svejseskab eller svejsebord med udsugning, normalt suppleret med mekanisk ventilation i lokalet på grund af undvegen røg, der ikke fjernes effektivt af procesudsugning.
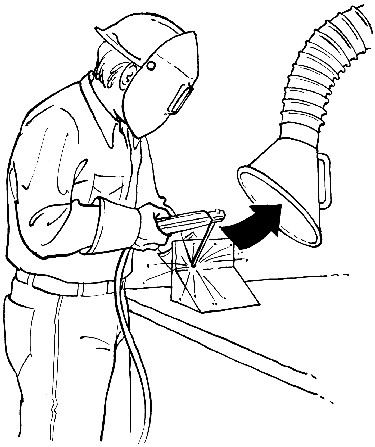
Figur 5 - Eksempel på punktudsugning ved svejsning.
I forbindelse med den kemiske risikovurdering skal arbejdsgiveren vurdere, hvilken type udsugning, der mest effektivt fjerner forureningen fra jeres proces.
Procesudsugning ved lavtryk, hvor der udsuges store luftmængder i størrelsesordenen 1.000 m3/h, kan i de fleste tilfælde under normal brug effektivt fjerne al forurening fra fx en svejseproces. Sugehovedet placeres skråt over arbejdsstedet, hvorved den termiske effekt udnyttes. Fordelen ved lavtryksudsugning er, at forureningen indfanges fra et stort arbejdsfelt.
Ved procesudsugning ved højtryk, hvor der udsuges mindre luftmængder i størrelsesordenen 150 m3/h, er sugefeltet lille og effektiviteten af udsugningen helt afhængig af, om sugehovedet flyttes med arbejdsprocessen.
Når medarbejderne flammeskærer, så skal det fortrinsvis foregå på et skærebord med effektiv udsugning, og lufthastigheden på skærestedet skal være ca. 1-2 m/s.
Hvad betyder luftstrømme i arbejdsrummet?
Ukontrollerede luftstrømme i arbejdsrummet kan betyde en utilsigtet spredning af luftforureningen. Luftstrømninger opstår på grund af:
- Indblæsning af luft.
- Temperaturforskelle - fx ved varme processer eller i direkte forbundne lokaler.
- Maskiner med bevægelige dele.
- Personer, der bevæger sig.
Luftstrømmene i arbejdsrummet bør måles efter en ny installation eller ved væsentlig ændring af produktionsforholdene. I kan se luftstrømme ved at sprede røg i rummet, fx med en røgpistol.
Er stinkskabet sikkert nok?
Når arbejdsgiveren skal undersøge om et stinkskab eller et sugekabinet er effektivt nok, anbefaler Arbejdstilsynet, at der bliver foretaget en sporgasanalyse efter den europæiske standard DS/EN 14175 og i øvrigt, at skabet bliver vedligeholdt efter leverandørens anvisninger.
Vedligeholdelse og rengøring
Når der skal installeres nyt ventilationsanlæg, skal arbejdsgiveren:
- Have en fyldestgørende brugsanvisning fra leverandøren.
- Sikre, at anlægget er leveret indkørt med måleresultater, der dokumenterer, at det fungerer effektivt, inden det tages i brug eller, der foretages væsentlige ændringer.
- Sørge for, at få ventilationsanlæg kontrolleret og evt. justeret regelmæssigt.
- Sørge for, at anlæggene bliver holdt forsvarligt rene af medarbejdere med særligt kendskab til ventilationsanlæggets funktion og formål.
I skal især være opmærksomme på at rengøre anlægget, hvis:
- Anlægget er tilstoppet.
- Anlæggets funktion i øvrigt er forringet.
- Der i anlægget kan dannes sundhedsskadelige stoffer og materialer, fx mikroorganismer.
Husk at medarbejderne, der udfører indvendig rengøring eller reparation af kanaler o.l., hvor der forekommer skadelige stoffer og materialer, skal benytte egnet åndedrætsværn og eventuelt støvafvisende tøj.
Når processuget ikke er tilstrækkelig effektivt
Hvis luftforureningen ikke kan fjernes effektivt ved arbejdsstedet, skal arbejdsgiveren overveje at flytte arbejdet til et særligt lokale e.l., hvor der ikke udføres andet arbejde og som er udstyret med tilstrækkelig mekanisk ventilation.
Arbejdsgiveren skal også overveje, om arbejdspladsen kan afgrænses med gardiner, skærm e.l. for at undgå sidemandspåvirkning af forureninger fra processen.
I områder, hvor det ikke er muligt at installere centrale procesudsugningsanlæg eller anvende transportable procesudsugninger, skal der anvendes egnet åndedrætsværn.
Arbejdsgiveren skal også supplere med egnet åndedrætsværn, hvis de anvendte procesudsugninger ikke effektivt fjerner forureningen, fx inde i en konstruktion.
Recirkulation af udsuget luft fra arbejdsprocesser
Udsuget luft fra arbejdsprocesser må kun recirkuleres, når det er forsvarligt og bestemte betingelser er opfyldt. Der er situationer, hvor recirkulation ikke er tilladt.